什么是SPC
SPC是英文Statistical Process Control的字首簡稱�����,即統(tǒng)計(jì)過程控制��。SPC就是應(yīng)用統(tǒng)計(jì)技術(shù)對(duì)過程中的各個(gè)階段進(jìn)行監(jiān)控,從而達(dá)到改進(jìn)與保證質(zhì)量的目的���。SPC強(qiáng)調(diào)全過程的預(yù)防��。
SPC給企業(yè)各類人員都帶來好處�����。對(duì)于生產(chǎn)第一線的操作者��,可用SPC方法改進(jìn)他們的工作��,對(duì)于管理干部�,可用SPC方法消除在生產(chǎn)部門與質(zhì)量管理部門間的傳統(tǒng)的矛盾��,對(duì)于領(lǐng)導(dǎo)干部����,可用SPC方法控制產(chǎn)品質(zhì)量,減少返工與浪費(fèi)��,提高生產(chǎn)率��,最終可增加上繳利稅�����。
SPC的特點(diǎn)是:
(1)SPC是全系統(tǒng)的,全過程的����,要求全員參加,人人有責(zé)�����。這點(diǎn)與全面質(zhì)量管理的精神完全一致���。
(2)SPC強(qiáng)調(diào)用科學(xué)方法(主要是統(tǒng)計(jì)技術(shù)���,尤其是控制圖理論)來保證全過程的預(yù)防。
(3)SPC不僅用于生產(chǎn)過程�����,而且可用于服務(wù)過程和一切管理過程�����。
SPC發(fā)展簡史
過程控制的概念與實(shí)施過程監(jiān)控的方法早在20世紀(jì)20年代就由美國的休哈特(W. A.Shewhart)提出�����。今天的SPC與當(dāng)年的休哈特方法并無根本的區(qū)別���。
美國從20世紀(jì)80年代起開始推行SPC�。美國汽車工業(yè)已大規(guī)模推行了SPC���,如福特汽車公司�����,通用汽車公司�,克萊斯勒汽車公司等�����,上述美國三大汽車公司在ISO9000的基礎(chǔ)上還聯(lián)合制定了QS9000標(biāo)準(zhǔn)���,在與汽車有關(guān)的行業(yè)中���,頗為流行。美國鋼鐵工業(yè)也大力推行了SPC,如美國LTV鋼鐵公司�����,內(nèi)陸鋼鐵公司��,伯利恒鋼鐵公司等等�。
QS9000質(zhì)量管理體系要求是由美國三大汽車公司--克萊斯勒、福特和通用汽車公司共同制訂����,于1994年頒布的一套完整的質(zhì)量體系標(biāo)準(zhǔn)。
SPC的進(jìn)行步驟
進(jìn)行SPC有下列步驟:
步驟1:培訓(xùn)SPC����。培訓(xùn)內(nèi)容主要有下列各項(xiàng):SPC的重要性,正態(tài)分布等統(tǒng)計(jì)基本知識(shí)�,質(zhì)量管理七種工具,其中特別是要對(duì)控制圖深入學(xué)習(xí)�����,兩種質(zhì)量診斷理論����,如何制訂過程控制網(wǎng)圖�,如何制訂過程控制標(biāo)準(zhǔn)等等�。
步驟2:確定關(guān)鍵變量(即關(guān)鍵質(zhì)量因素)�����。具體又分為以下兩點(diǎn):
(1) 對(duì)全廠每道工序都要進(jìn)行分析(可用因果圖)���,找出對(duì)最終產(chǎn)品影響最大的變量���,即關(guān)鍵變量(可用排列圖)。如美國LTV鋼鐵公司共確定了大約20000個(gè)關(guān)鍵變量���。
(2) 找出關(guān)鍵變量后���,列出過程控制網(wǎng)圖。所謂過程控制網(wǎng)圖即在圖中按工藝流程順序?qū)⒚康拦ば虻年P(guān)鍵變量列出�。
步驟3:提出或改進(jìn)規(guī)格標(biāo)準(zhǔn)。具體又分為以下兩點(diǎn):
(1) 對(duì)步驟2得到的每一個(gè)關(guān)鍵變量進(jìn)行具體分析���。
(2) 對(duì)每個(gè)關(guān)鍵變量建立過程控制標(biāo)準(zhǔn)�,并填寫過程控制標(biāo)準(zhǔn)表��。
本步驟最困難,最費(fèi)時(shí)間�,例如制定一個(gè)部門或車間的所有關(guān)鍵變量的過程控制標(biāo)準(zhǔn),大約需要兩個(gè)多人年(即一個(gè)人要工作量年多)���。
步驟4:編制控制標(biāo)準(zhǔn)手冊(cè)����,在各部門落實(shí)���。將具有立法性質(zhì)的有關(guān)過程控制標(biāo)準(zhǔn)的文件編制成明確易懂�����、便于操作的手冊(cè)�,使各道工序使用�����。如美國LTV公司共編了600本上述手冊(cè)�����。
步驟 5:對(duì)過程進(jìn)行統(tǒng)計(jì)監(jiān)控��。主要應(yīng)用控制圖對(duì)過程進(jìn)行監(jiān)控。若發(fā)現(xiàn)問題����,則需對(duì)上述控制標(biāo)準(zhǔn)手冊(cè)進(jìn)行修訂��,及反饋到步驟4�。
步驟6:對(duì)過程進(jìn)行診斷并采取措施解決問題?�?勺⒁庖韵聨c(diǎn):
(1) 可以運(yùn)用傳統(tǒng)的質(zhì)量管理方法�����,如七種工具���,進(jìn)行分析����。
(2) 可以應(yīng)用診斷理論���,如兩種質(zhì)量診斷理論����,進(jìn)行分析和診斷。
(3) 在診斷后的糾正過程中有可能引出新的關(guān)鍵質(zhì)量因素�����,即反饋到步驟2���,3�����,4 ���。
推行SPC的效果是顯著的。如美國率LTV公司1985年實(shí)施了SPC后�,勞動(dòng)生產(chǎn)率提高了20%以上。
spc包括的內(nèi)容
正態(tài)分布等統(tǒng)計(jì)基本知識(shí)
質(zhì)量管理七種工具��,其中特別是要對(duì)控制圖深入學(xué)習(xí)
兩種質(zhì)量診斷理論
如何制訂過程控制網(wǎng)圖
如何制訂過程控制標(biāo)準(zhǔn)等等
質(zhì)量管理七種工具
1直方圖是用來分析數(shù)據(jù)信息的常用工具�,它能夠直觀地顯示出數(shù)據(jù)的分布情況。
2流程圖是將一個(gè)過程的步驟用圖的形式表示出來的一種圖示工具����。它既可以用來描述現(xiàn)有過程,亦可用來設(shè)計(jì)一個(gè)新過程�����。
3關(guān)聯(lián)圖用于將關(guān)系紛繁復(fù)雜的因素按原因-結(jié)果或目的-手段等目的有邏輯地連接起來的一種圖形方法。
4親和圖用于歸納�����、整理由“頭腦風(fēng)暴”法產(chǎn)生的觀點(diǎn)�����、想法等語言資料��,按它們之間的親近關(guān)系加以歸類�����、匯總的一種圖示方法�。
5排列圖又叫帕累托圖��,它是將各個(gè)項(xiàng)目從最主要到最次要的順序進(jìn)行排列的一種工具
6控制圖用來對(duì)過程狀態(tài)進(jìn)行監(jiān)控���,并可度量�、診斷和改進(jìn)過程狀態(tài)�。
7樹圖也叫系統(tǒng)圖��,它可以系統(tǒng)地將某一主題分解成許多組成要素����,以顯示主題與要素���、要素與要素之間的邏輯關(guān)系和順序關(guān)系
8散布圖是用來發(fā)現(xiàn)和顯示兩組相關(guān)數(shù)據(jù)之間相關(guān)關(guān)系的類型和程度�����,或確認(rèn)其預(yù)期關(guān)系的一種示圖工具�����。
9調(diào)查表又叫檢查表��、統(tǒng)計(jì)分析表等��,用來系統(tǒng)地收集資料和積累數(shù)據(jù)��,確認(rèn)事實(shí)并對(duì)數(shù)據(jù)進(jìn)行粗略整理和分析的統(tǒng)計(jì)圖表��。
10因果圖又叫魚刺圖���,用來羅列問題的原因��,并將眾多的原因分類�、分層的圖形����。
12矩陣圖是以矩陣的形式分析因素間相互關(guān)系及其強(qiáng)弱的圖形。它由對(duì)應(yīng)事項(xiàng)�����、事項(xiàng)中的具體元素和對(duì)應(yīng)元素交點(diǎn)處表示相關(guān)關(guān)系的符號(hào)構(gòu)成�����。
雷達(dá)圖用于描繪現(xiàn)有狀況與目標(biāo)之間差距的大小程度�。

控制圖及其基本構(gòu)造
產(chǎn)生:控制圖是由美國貝爾(Bell)通信研究所的休哈特(W.A Shewhart)博 士發(fā)明的��,因此也稱休哈特控制圖���。
定義:控制圖是反映和控制質(zhì)量特性值分布狀態(tài)隨時(shí)間而發(fā)生的變動(dòng)情況
的圖表��。它是判斷工序是 否處于穩(wěn)定狀態(tài)��、保持生產(chǎn)過程始終處于正常狀態(tài)的有效工具��。
控制圖與趨勢(shì)圖的比較
采用趨勢(shì)圖可以掌握不斷變化著的工序狀態(tài)�。為了判別工序的質(zhì)量波動(dòng)是正常波動(dòng)還是非正常波動(dòng),在趨勢(shì)圖的基礎(chǔ)上��,控制圖發(fā)生如下變化:
①縱坐標(biāo)可能是質(zhì)量特性值����,也可能是其統(tǒng)計(jì)量,如 �、R 等;
②增加上�����、中�����、下三條控制線作為判斷工序有無異常的標(biāo)準(zhǔn)和尺度�。
若點(diǎn)子落在控制界限內(nèi),認(rèn)為工序的波動(dòng)是正常的波動(dòng)��;若點(diǎn)子
落在控制界限外或其排列有明顯缺陷���,則說明工序有異常因素的
影響�����。
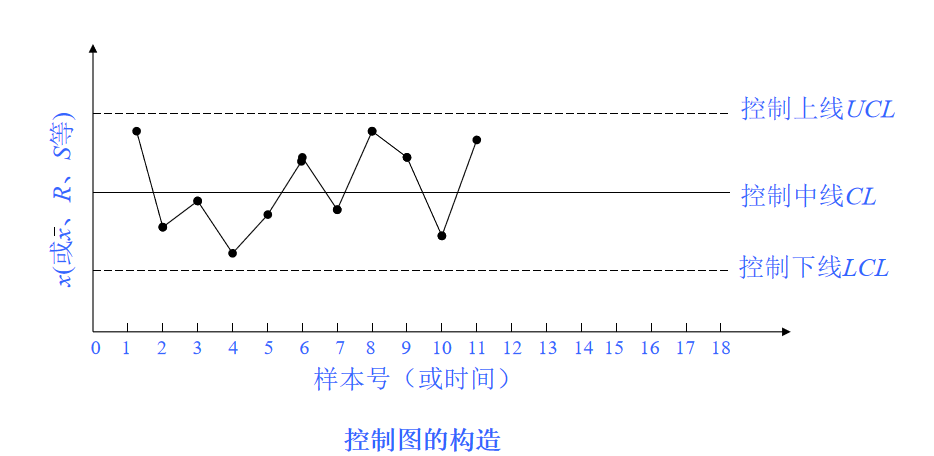
1以隨時(shí)間推移而變動(dòng)著的樣品號(hào)為橫坐標(biāo)�,以質(zhì)量特性
值或其統(tǒng)計(jì)量為縱坐標(biāo)的平面坐 標(biāo)系;
2三條具有統(tǒng)計(jì)意義的控制線:中心線CL����、上控制線UCL
和下控制線LCL;
3一條質(zhì)量特性值或其統(tǒng)計(jì)量的波動(dòng)曲線�����。
控制圖應(yīng)用
在實(shí)際生產(chǎn)過程中�����,坐標(biāo)系及三條控制線是由質(zhì)量管理人員事先經(jīng)過工序能力調(diào)查及其數(shù)據(jù) 的收集與計(jì)算繪制好的����。工序的操作人員按預(yù)先規(guī)定好的時(shí)間間隔抽取規(guī)定數(shù)量的樣品�����,將樣品的測(cè)定值或其統(tǒng)計(jì)量在控制圖上打點(diǎn)并聯(lián)接為質(zhì)量波動(dòng)曲線,并通過點(diǎn)子的位置及排 列情況判斷工序狀態(tài)��。
工序(過程)能力分析
1 基本概念
2 工序能力指數(shù)的計(jì)算
3 工序能力的評(píng)價(jià)與處置
4 工序能力調(diào)查
在產(chǎn)品制造過程中���,工序是保證產(chǎn)品質(zhì)量的最基本環(huán)節(jié)�����。 所謂工序能力分析��,就是考慮 工序的設(shè)備����、工藝���、人的操作����、材料���、測(cè)量工具與方法以及環(huán)境對(duì)工序質(zhì)量指標(biāo)要求的適合 程度�����。工序能力分析是質(zhì)量管理的一項(xiàng)重要的技術(shù)基礎(chǔ)工作�。它有助于掌握各道工序的質(zhì)量保證 能力,為產(chǎn)品設(shè)計(jì)�����、工藝�、工裝設(shè)計(jì)、設(shè)備的維修���、調(diào)整��、更新���、改造提供必要的資料和依據(jù)。
一 工序能力
1 概念:所謂工序能力���,是指處于穩(wěn)定����、標(biāo)準(zhǔn)狀態(tài)下���,工序的實(shí)際加工能力�����。
●工序處于穩(wěn)定狀態(tài)�,是指工序的分布狀態(tài)不隨時(shí)間的變化而變化�,或稱工序處于
受控狀態(tài) �����;
● 工序處于標(biāo)準(zhǔn)狀態(tài),是指設(shè)備����、材料、工藝���、環(huán)境�����、測(cè)量均處于標(biāo)準(zhǔn)作業(yè)條件����, 人員的操作 也是正確的����。
●工序的實(shí)際加工能力是指工序質(zhì)量特性的分散(或波動(dòng))有多大���。加工能力強(qiáng)或弱
的區(qū)分關(guān)鍵是質(zhì)量特性的分布范圍大小,或集中程度�����。由于均方差σ是描述隨機(jī)
變量分散的數(shù)字特征 ��,而且��,當(dāng)產(chǎn)品質(zhì)量特性服從正態(tài)分布N(μ�����,σ2)時(shí)��,以
3σ原則確定其分布范圍(μ±3 σ)�����,處于該范圍外的產(chǎn)品僅占產(chǎn)品總數(shù)的0.27%��,
因此����,人們常以6σ描述工序的實(shí)際加工能力。實(shí)踐證明:用這樣的分散范圍表
示工序能力既能保證產(chǎn)品的質(zhì)量要求����,又能具有較好的經(jīng)濟(jì)性。
2 表達(dá)式:B=6σ 或 B≈6S
3 影響因素:
(1)人——與工序直接有關(guān)的操作人員���、輔助人員的質(zhì)量意識(shí)和操作技術(shù)水平�����;
(2)設(shè)備——包括設(shè)備的精度���、工裝的精度及其合理性、刀具參數(shù)的合理性等����;
(3)材料——包括原材料、半成品����、外協(xié)件的質(zhì)量及其適用性;
(4)工藝——包括工藝方法及規(guī)范����、操作規(guī)程的合理性�;
(5)測(cè)具——測(cè)量方法及測(cè)量精度的適應(yīng)性�����;
(6)環(huán)境——生產(chǎn)環(huán)境及勞動(dòng)條件的適應(yīng)性��。
二 工序能力指數(shù)
1 概念:工序能力指數(shù)是衡量工序能力對(duì)產(chǎn)品規(guī)格要求滿足程
度的數(shù)量值���,記為Cp���。通常以規(guī)格范圍T與工序能力B的比
值來表示。即:
T=規(guī)格上限TU - 規(guī)格下限TL���。
2 工序能力與工序能力指數(shù)的區(qū)別:工序能力是工序具有的實(shí)
際加工能力�����,而工序能力指數(shù)是指工序能力對(duì)規(guī)格要求滿足
的程 度�����,這是兩個(gè)完全不同的概念��。工序能力強(qiáng)并不等于
對(duì)規(guī)格要求的滿足程度高�,相反,工序 能力弱并不等于對(duì)
規(guī)格要求的滿足程度低�����。當(dāng)質(zhì)量特性服從正態(tài)分布��,而且其
分布中心 與規(guī)格中心Tm重合時(shí)�����,一定的工序能力指數(shù)
將與一定的不合格品率相對(duì)應(yīng)�����。因此���,工 序能力指數(shù)越大,
說明工序能力的貯備越充足�,質(zhì)量保證能力越強(qiáng),潛力越大��,
不合格品率 越低。但這并不意味著加工精度和技術(shù)水平越高����。
3 工序能力的評(píng)價(jià)與處置
工序能力指數(shù)Cp客觀地、定量地反映了工序能力對(duì)規(guī)
格要求的適應(yīng)程度�����,因此它是工序能 力評(píng)價(jià)的基礎(chǔ)���。
根據(jù)工序能力指數(shù)的大小一般可將加工分為五類:
1 Cp>1.67 特級(jí)加工
2 1.67≥Cp>1.33 一級(jí)加工
3 1.33≥ Cp>1 二級(jí)加工
4 1≥Cp>0.67 三級(jí)加工
5 Cp≤0.67 四級(jí)加工
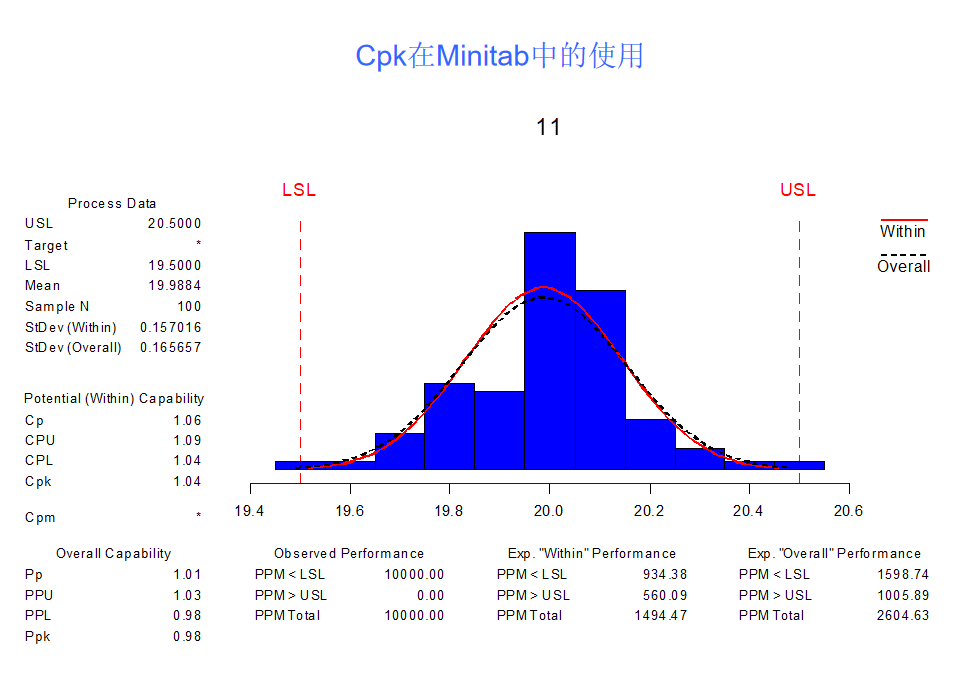
Cp與Pp的一些概念:
T=target
T=目標(biāo)值
USL=upper specification limit
USL=規(guī)格上限
LSL=lower specification limit
LSL=規(guī)格下限
CL=center line
CL=中心值
UCL=upper control line
UCL=管制上限
LCL=low control line
LCL=管制下限
StDev(Within)=estimate of within subgroup process standard deviation
StDev(Within)=組內(nèi)標(biāo)準(zhǔn)差
StDev(Overall)=estimate of overall process standard deviation
StDev(Overall)=總標(biāo)準(zhǔn)差
Cp與Pp的一些概念:
1 The reasons there are two main expressions for "population" and "sample"” is that one is "biased estimator" and the other is not.
“母體”與“樣本”之所以有兩種表達(dá)公式�,是因?yàn)橐粋€(gè)是有偏估計(jì)��,另一個(gè)則不是�����。
How much real practical difference is there between using a standard deviation with n in the denominator versus one with (n-1)
計(jì)算標(biāo)準(zhǔn)差使用分母為n和n-1的兩個(gè)公式��,現(xiàn)實(shí)究竟有多大的差異���?
With thirty points you are under 2% in disagreement. So in industrial situations it is always to use the (n-1) formula.
30個(gè)數(shù)據(jù)就會(huì)存在2%的差異����,所以在工業(yè)生產(chǎn)中,通常使用n-1的公式����。
Most of the data we‘ve collected are individual data or multiple readings for subgroup data.
我們收集的數(shù)據(jù)通常是單獨(dú)的數(shù)據(jù)或是多次測(cè)量的多組數(shù)據(jù)。
PROCESS CAPABILITY is defined as the 6 sigma range of a process's inherent variation, where sigma is usually estimated by R-bar/d2 and where inherent variation is defined as that portion of process variation due to common causes only.
過程能力定義為6sigma(3sigma控制線)過程的固有偏差��,這里的sigma通常使用R-bar/d2計(jì)算��,而固有偏差則僅是一般原因造成的���,為過程偏差的一部分。
PROCESS PERFORMANCE is defined as the 6 sigma range of a process's total variation where sigma is usually estimated by s, the sample standard deviation
過程表現(xiàn)則定義為6sigma(3sigma控制線)過程的全部差異����,這里的sigma是用樣本的標(biāo)準(zhǔn)差來計(jì)算的。
4 Cpk---Process capability index attempts to answer the question “does my process in the long run meet specification?”
CpK---過程能力指數(shù)用來回答“過程長期運(yùn)行時(shí)是否能滿足要求��?”
5 Ppk---Process performance index attempts to answer the question "does my current production sample meet specification ?"
PpK---過程表現(xiàn)能力用來回答“目前過程生產(chǎn)的樣品能否滿足要求�����?”
6 "Long Term" versus "Within" and "Short Term" versus "Overall" it seems antinomy.
“長期”“組內(nèi)”和“短期”“全部”看起來是自相矛盾的����。,
To my opinion, process should be stable in the long run if not we calls the alternate potential process.
在我看來,長期運(yùn)行下的過程應(yīng)該是穩(wěn)定的����,如果不是那就稱為潛在過程。
Meanwhile, process capability evaluation can only be done after the process is brought into statistical control, that’s to say, the process you studied is stable without BETWEEN VARIATION.
同時(shí)���,過程能力的研究只有在過程已處于統(tǒng)計(jì)管制之下才能進(jìn)行��,也就是你所研究的過程已消除了組間差異���。
The reason is simple: Cpk is a prediction, and one can only predict something that is stable. And process performance indices should only be used when statistical control cannot be evaluated.
原因很簡單:Cpk只是一個(gè)預(yù)測(cè),只能對(duì)穩(wěn)定的東西作出預(yù)測(cè)���,而過程表現(xiàn)PpK則應(yīng)該用在還沒有進(jìn)行管制的過程�。
Then comes to the problem or misunderstand: process in long run (potential process) only has within variation, i.e. short term variability. Also, overall variation is equal to long term variability we often say.
于是問題或誤解就產(chǎn)生了:長期運(yùn)行下的過程(潛在過程)只有組內(nèi)變異�����,也就是短時(shí)間內(nèi)的變化�,而總變異就是我們通常講的長時(shí)間的變化。
So we often assosiate "Cpk"with"Long Term","Within"and"Potential" and "PpK"with"Short Term"and"Overall".
所以���,我們就經(jīng)常把Cpk與“長期”“組內(nèi)”“潛在”聯(lián)系在一起�,而Ppk則與“短期”“全部”聯(lián)系在一起。
Avoid confusion of "Long Term" and "Short Term", Even MINITAB no longer uses long-term & short-term. As of Release 13 they changed their terminology so it now associates Cpk with the descriptor "Potential (Within)" and Ppk with the descriptor "Overall".
為了避免混淆“長期”與“短期”�����,就連MINITAB也不再使用“長期”與“短期”�����,13版本就更改了相關(guān)術(shù)語�,Cpk使用潛在(組內(nèi)),Ppk使用全部���。
when use Cp/CpK & Pp/PpK
for Cp/Cpk
1 Data from control charts
2 no less than 100 data points
for Pp/PpK
1 process is chronically unstable but meeting the specifications and in a predictable pattern.
2 Data from short term(短時(shí)間) studies: a snap shot of the process
3 less than 100 data points
4 when we do PPAP